![]()
![]()
Projekt: Restaurierung einer Bücker 181 "Bestmann"
Das hier beschriebene Muster ist eines der wenigen noch existierenden Exemplare dieses Typs, die im Bücker-Stammwerk in Rangsdorf entstanden sind und das der Quax -Verein zur Förderung von historischem Fluggerät e.V vor einigen Jahren als Restaurierungsprojekt übernehmen konnte.
Im Bestreben, dieses Flugzeug wieder in die Luft zu bekommen, müssen, besonders an der Holzstruktur des hinteren Rumpfteils, der Flügel und der Leitwerke, umfangreiche Instandsetzungen erfolgen. Obwohl Holz als Werkstoff im Flugzeugbau auch über diesen großen Zeitraum (Baujahr ist hier immerhin 1944) keinerlei Ermüdungserscheinungen zeigt, gibt es mit dem damals verwendeten Leim ein Festigkeitsproblem durch Alterung. Man kann Flugzeuge diesen Alters dadurch buchstäblich 'von Hand' auseinandernehmen.
Ziel ist also eine komplette Neuverleimung der Struktur. Aus Gründen der Maßhaltigkeit der Komponenten und der Beschlagsverschraubung kann dies prozesstechnisch nur über den Ersatz auch großer Teile der verwendeten Leisten und Beplankungen erfolgen. Bedingt durch gut erhaltene Original-Baupläne und die Anwendung der alten Bauverfahren ist hier aber absolute Originalität bei den hergestellten Neuteilen gegeben.
Bei der Quax-Technik GmbH sind am Rumpf schon viele Vorarbeiten in guter Qualität erledigt worden. Neben den restlichen Arbeiten am Rumpf werden nun auch Schritt für Schritt Leitwerke und Tragwerk instandgesetzt.
Diese Dokumentation soll allen Interessierten einen kleinen Einblick in die Anwendung der Techniken im traditionellen Holzflugzeugbau geben, den immensen Aufwand zeigen und vielleicht sogar Interesse an einer Unterstützung der Aktivitäten des Quax-Vereins wecken.
Zuerst wird das Rumpfvorderteil aus Stahlrohr an die hölzerne Rumpfröhre angepasst. Vor dem Verbohren der Löcher für die Verbindungsschrauben müssen beide Teile exakt zueinander ausgerichtet werden. Ein Hellingbau ist dazu unerlässlich. Dazu gibt es konstruktionsbedingt einige waagerechte und senkrechte Bezugsebenen, die diese Arbeit definieren.


Der Einbau bestimmter Verkleidungs- und Beschlagteile muss vor dem Beplanken des Rumpfrückens erfolgen, da die Zugänglichkeit hinterher eingeschränkt ist. Die freistehenden oberen Halbspanten benötigen zudem eine positionsfixierende Hilfskonstruktion.



Nun kann die Rumpfrückenbeplankung angezeichnet und innenkonserviert werden. Auch die aus der Beplankungsabwicklung vorstehenden Seitenflossenbeschläge werden nun entgültig verschraubt, die entsprechenden Löcher in der Beplankung ausgeschnitten. Die Verleimung erfolgt mit exakt für jeden Spant angefertigten Negativ-Pressschablonen.



Nach Entfernung der Schablonen und der inneren Hilfskonstruktion werden noch die Ränder besäumt und die vorgesehenen Verstärkungen angebracht.


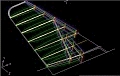
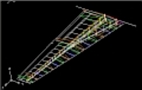
Nun geht es an den Bau der Leitwerksflossen. Dazu werden wieder alle verfügbaren Daten aus Originalzeichnungen oder vermessenen Originalteilen in ein CAD-Modell übertragen. Die daraus resultierenden, sehr genauen Strakpläne ermöglichen einen exakten Rippen- und Holmbau.




Turmbau zu Babel(sberg): Der Seitenflossenaufbau erfolgt direkt am exakt zur Bezugsebene ausgerichteten Rumpf. Dadurch wird bei dieser "Einzelanfertigung" die Maßhaltigkeit an den Anschlussstellen und die Winkeltreue gewährleistet.


Der kompromisslose Leichtbau der Leitwerksflossen erfordert noch einen speziellen Vorrichtungsbau: Die dünne Torsionsbeplankung ist nur im Nasenbereich innen mit einer zusätzlichen Sperrholzschicht aufgedickt. Zum Vorbiegen und Pressen der Verleimung wird ein Profilklotz gefräst.



Für die historische Dokumentation werden an allen Holmen die Original-Sperrholzstücke mit der Werknummer und den Prüfstempeln von 1944 angebracht.


Den Abschluss der Holzarbeiten am Rumpf bilden nun noch kleinere Verkleidungsteile und das Herstellen des Spaltmaßes zwischen Rumpf und der abnehmbaren Seitenflosse.



Nun wird in gleicher Art die Höhenflosse aufgebaut. Holme, Rippen und Randbögen werden lamelliert und verleimt. Dabei ist wichtig, bei welchem Arbeitsschritt z.B. die Beschläge angepasst, verbohrt, vernietet oder verschraubt werden.





Die beiden großen Torsionsbeplankungsteile erhalten wieder die vorverleimte Nasenverstärkung. Damit die Rippen auch nach dem Beplanken im richtigen Winkel zueinander stehen, empfiehlt sich eine einfache Helling.


Ansichten der fertigen Flosse: Die ungeheure Liebe der damaligen Konstrukteure zur "Detailausarbeitung" wird sichtbar.






Den Abschluss hier bildet der Anbau der schon vom Besitzer vorbereiteten Original-Ruder mit Hilfe der Verbindungsbeschläge und des Ausgleichsgewichts.



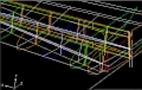
Der Tragflügel der Bestmann ist im Aufbau für die Serienproduktion optimiert, d.h. nach Herstellung komplexer Vorrichtungen war eine rationelle Fertigung möglich. Um die Beschlagsfertigung und im Bedarfsfall auch den Austausch der Anbauteile zu vereinfachen, ist der Flügel in ein System verschiedener Bezugsebenen aufgeteilt. Zum Beispiel richtet sich die Orientierung der Endrippen immer nach den im jeweiligen Bereich vorhandenen Drehachsen für Ruder oder Klappen. Um hier in der nun folgenden Einzelfertigung den Überblick zu wahren und um kleinere Ungenauigkeiten in den Originaldaten für Rippenstrak, Holmkontur und Steuerungskinematik zu beseitigen, wird auch hier ein dreidimensionales Modell mit Hilfe des Computers erstellt.
Ein paar Bemaßungen sind in den Originalzeichnungen unleserlich oder mit zweifelhaften Korrekturen versehen. Um auch diese zweifelsfrei zu ermitteln, werden die entsprechenden Stellen an den Originalflügeln zugänglich gemacht und vermessen.


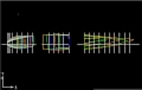
Auf der nun geschaffenen Grundlage beginnt der eigentliche Flügelbau mit der Holzauswahl und dem Zuschnitt für die Holmlamellen. Diese werden teilweise noch mit Schäftungen versehen, um die Gesamtlänge zu erreichen und dann auf Dicke (hier 8mm) gehobelt. Die gehobelten Oberflächen werden dann noch mit einem Zahnhobel aufgeraut und die Lamellen anschließend zu Holmgurten verleimt. Schon hier kommt einem die zeichnerische Vorarbeit zugute, denn aus dem CAD-Modell lassen sich auch Hilfsmaße für die Zwischenschritte beim Holmbau ableiten, die in einer "ordentlichen" Bauzeichnung nichts zu suchen hätten. Nachdem die Zeichnungsdaten mit Bleistift auf die Gurte übertragen sind, werden diese von Hand auf Maß gehobelt.







Die Hauptholmgurte bekommen an der Wurzel noch eine definierte Aufdickung, damit alle Kräfte über die später anzubringenden Hauptbeschläge an den Rumpf weitergeleitet werden können. Für beide Holme wird jeweils eine Homhelling gebaut, in der die Holmgurte in ihrer Lage zueinander fixiert werden. Darin werden nun die Holmstege eingepasst und verleimt. Eine Besonderheit bei diesem Muster: die Kiefernstege sind beidseitig mit Sperrholz beplankt. Zur Gewichtserleichterung werden Langlöcher gefräst. Nachdem die Stegbeplankung verleimt ist, können die Werkstücke entformt werden.





